


以下是我们上传的不锈钢复合管304不锈钢复合管真材实料视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:山东威海不锈钢复合管304不锈钢复合管真材实料的图文介绍


鑫金属材料(威海市分公司)位于中国 河道护栏名城 - 山东威海,借助周边地区的经营理念和自身不断的科技创新,鑫金属材料(威海市分公司)近年来在 河道护栏行业中飞速发展。作为一家集研发、生产、销售为一体的 河道护栏生产厂家,拥有一批的研发团队,高素质的技术人员和管理人才,并有生产加工和检测设备。


聊城正久不锈钢复合管厂以优质产品,合理价格, 售后服务,已成为多家大工程施工、安装单位和大汽车生产厂家合作伙伴。大家知道不锈钢本来就是一种性能很好材料,领域也是很广泛。不锈钢中主要合金元素是Cr(铬),只有当Cr含量达到一定值时,钢才有耐蚀性。
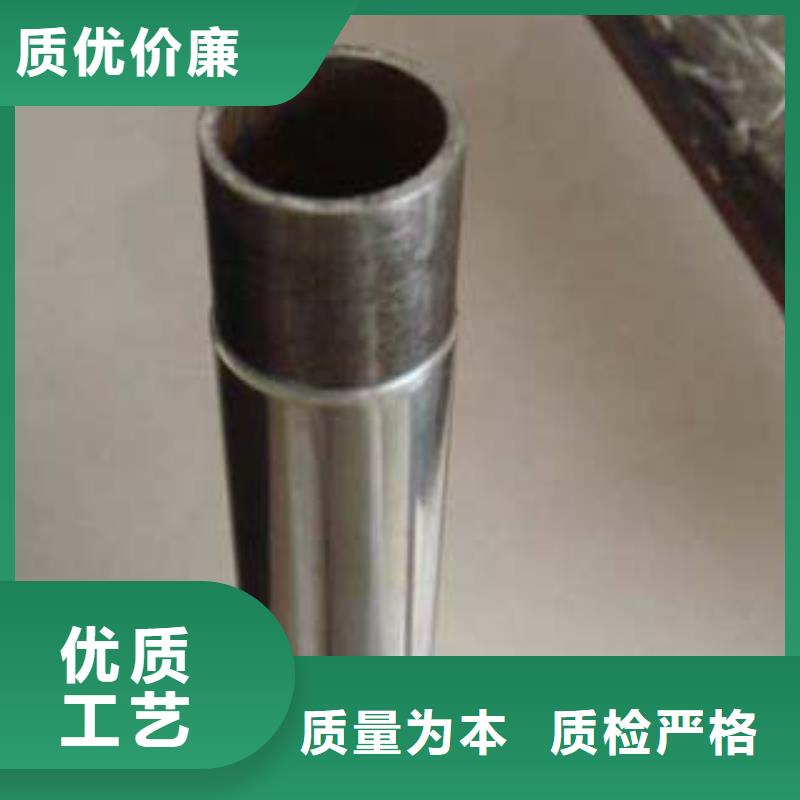
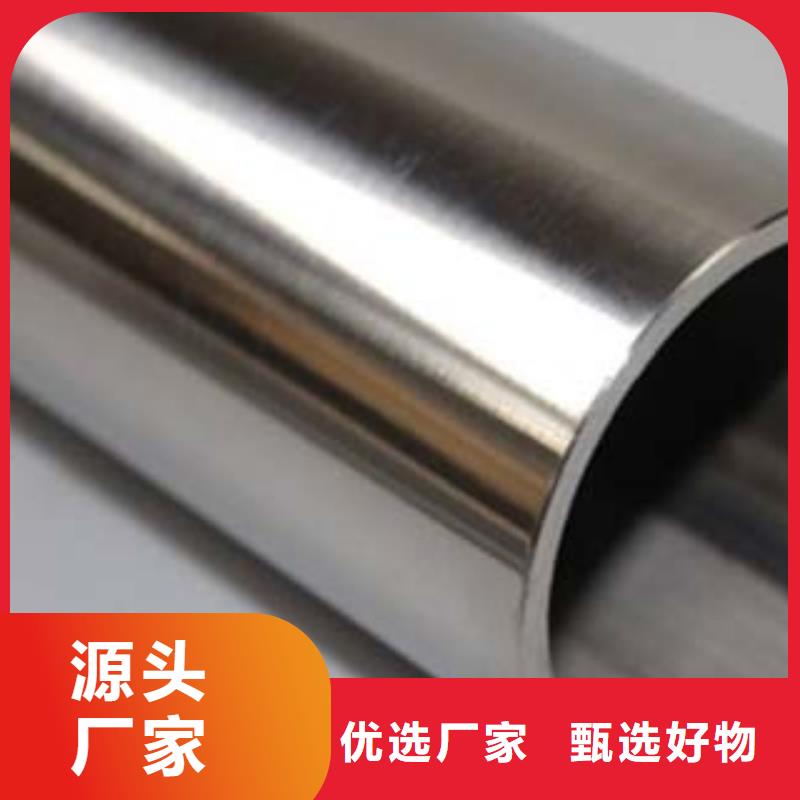
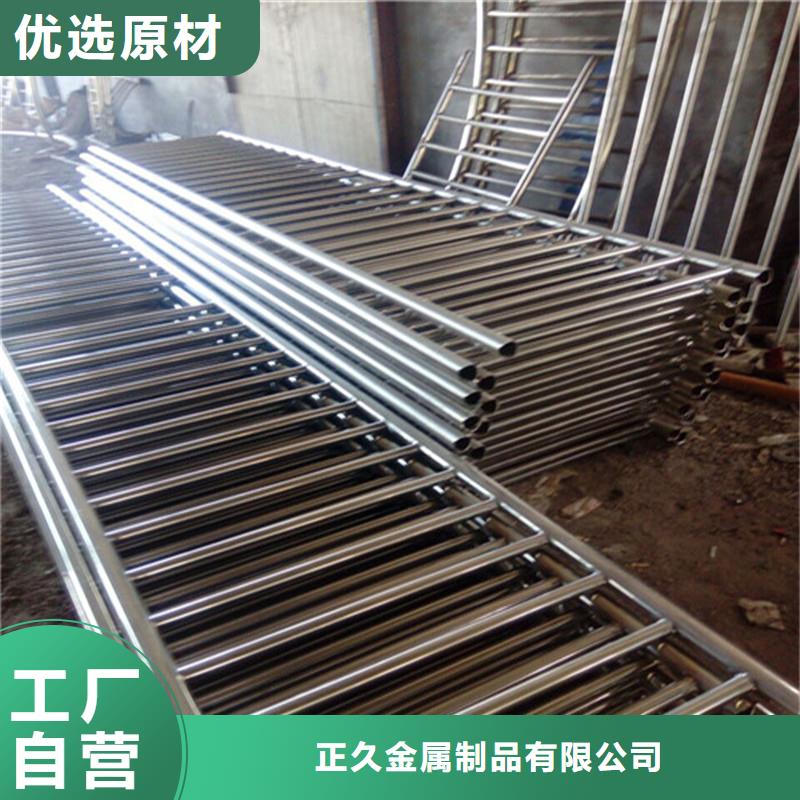
内层碳素结构钢管,我选优质建筑专钢管牌 Q235B,抗拉强度达到375-460兆帕,延伸率达到26%,同时拥有良好强度和弯曲韧性,特别适合制作造护栏静电喷涂立柱:采优质碳素结构钢板经过激光精密切割,抛除锈,热镀锌防腐,粉末静电喷涂而成,每一步都经过严格检测,方可进行下一道工序。 生产产品有304不锈钢碳素钢护栏管不锈钢复合管桥梁护栏.不锈钢复合管护栏.201不锈钢复合管栏杆.不锈钢复合管栏杆.不锈钢碳素钢复合管.不锈钢碳素复合护栏管.不锈钢碳素复合护栏.不锈钢桥梁栏杆管.外敷不锈钢复合护栏不锈钢复合管护栏广泛于道路护栏,景观护栏,防撞护栏,桥梁护栏,拦河护栏等。 不锈钢复合管耐腐蚀、外表美观、价格低廉、结实耐等特点。不锈钢复合管桥梁护栏管材部分为不锈钢/碳素钢复合管,产品具有纯不锈钢管外表豪华,美观和普通碳素钢管强度高特点,工艺参照gb/18704-2002,均采氩弧焊接,焊接接头和焊缝必须焊牢无漏缝等。
内层碳素结构钢管,我选优质建筑专钢管牌 Q235B,抗拉强度达到375-460兆帕,延伸率达到26%,同时拥有良好强度和弯曲韧性,特别适合制作造护栏静电喷涂立柱:采优质碳素结构钢板经过激光精密切割,抛除锈,热镀锌防腐,粉末静电喷涂而成,每一步都经过严格检测,方可进行下一道工序。 生产产品有304不锈钢碳素钢护栏管不锈钢复合管桥梁护栏.不锈钢复合管护栏.201不锈钢复合管栏杆.不锈钢复合管栏杆.不锈钢碳素钢复合管.不锈钢碳素复合护栏管.不锈钢碳素复合护栏.不锈钢桥梁栏杆管.外敷不锈钢复合护栏不锈钢复合管护栏广泛于道路护栏,景观护栏,防撞护栏,桥梁护栏,拦河护栏等。 不锈钢复合管耐腐蚀、外表美观、价格低廉、结实耐等特点。不锈钢复合管桥梁护栏管材部分为不锈钢/碳素钢复合管,产品具有纯不锈钢管外表豪华,美观和普通碳素钢管强度高特点,工艺参照gb/18704-2002,均采氩弧焊接,焊接接头和焊缝必须焊牢无漏缝等。


不锈钢复合管怎么焊接?焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。以上是聊城正久金属制品有限公司所提供的内容,希望对您有所帮助。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。以上是聊城正久金属制品有限公司所提供的内容,希望对您有所帮助。

